



无论您是初次接触还是已经熟悉,我们的热镀锌方矩管,环氧树脂粉末EP内外涂塑钢管厂家用心细节产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
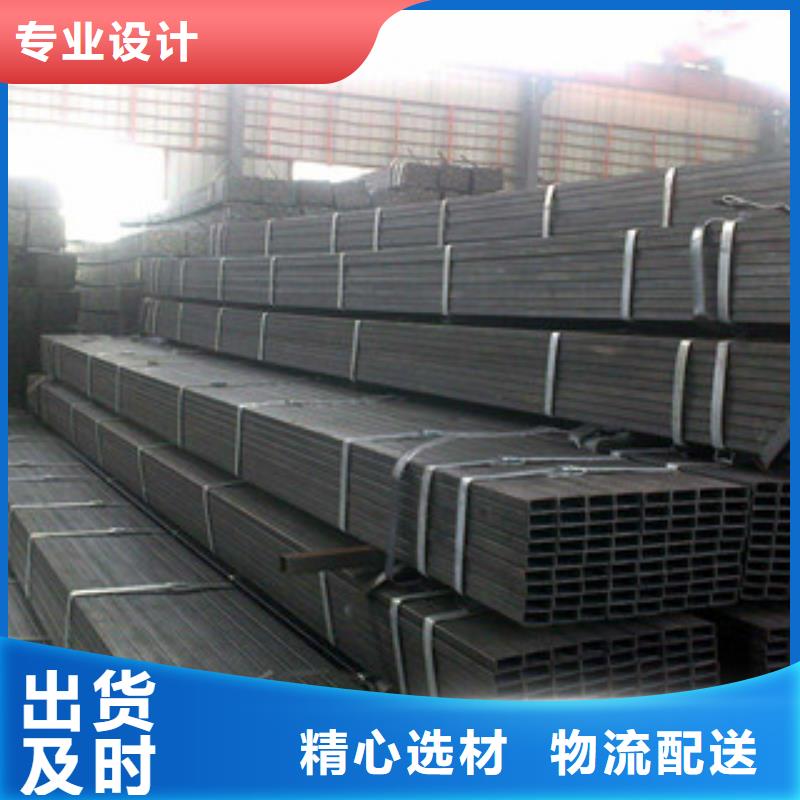
以下是:热镀锌方矩管,环氧树脂粉末EP内外涂塑钢管厂家用心细节的图文介绍


玻璃钢拉挤不锈钢方管是选用接连拉挤工艺成型的等截面结构型材。并具有许多得优越性,耐腐蚀、轻质高强、尺度安稳性好,一起具有绝缘、不导热、漂亮易保养等特性,它与传统材料如钢铁、铝、木材相比,简直无维修保养费用。常常被运用在化学加工厂、海运修建、食品饮料加工、石油锻炼、造纸工业、污水处理及运送业等区域。
玻璃钢拉挤不锈钢方管的特色:重量轻、保护简单、耐久性。高强度、轻质不变形、抗冲击。防火阻燃、绝缘、透磁性佳。外观亮丽舒适 色彩鲜艳,造型漂亮。耐腐蚀性:选取不同类型防腐蚀的内衬树脂,可适用于不同类型的酸、碱、盐及多种油类、海水和有机溶剂。尺度安稳,装置简洁敏捷,玻璃钢不锈钢方管长度不受技能约束,但出于运送上的考虑,长度一般在6m以内,这样所需衔接位置大为削减,因玻璃钢重量轻,还能够选用手艺或轻型装置设备,从而装置便利、敏捷。寿数20年以上,归纳成本低,因玻璃钢产品具有运用寿数较长,根本不必保护,装置及运送费用低一级特色,因而从总的经济效益来看玻璃钢不锈钢方管的寿数周期成本低。
玻璃钢拉挤不锈钢方管的特色:重量轻、保护简单、耐久性。高强度、轻质不变形、抗冲击。防火阻燃、绝缘、透磁性佳。外观亮丽舒适 色彩鲜艳,造型漂亮。耐腐蚀性:选取不同类型防腐蚀的内衬树脂,可适用于不同类型的酸、碱、盐及多种油类、海水和有机溶剂。尺度安稳,装置简洁敏捷,玻璃钢不锈钢方管长度不受技能约束,但出于运送上的考虑,长度一般在6m以内,这样所需衔接位置大为削减,因玻璃钢重量轻,还能够选用手艺或轻型装置设备,从而装置便利、敏捷。寿数20年以上,归纳成本低,因玻璃钢产品具有运用寿数较长,根本不必保护,装置及运送费用低一级特色,因而从总的经济效益来看玻璃钢不锈钢方管的寿数周期成本低。



方矩管垂直浸入淬火介质后,不作摆动,只作上下移动,并停止淬火介质的搅动。当管件硬度要求高的部位冷却能力不足时,可在整体浸入淬火介质的同时,对该部位再实施喷液冷却,以提高其冷却速度。必须放在有效加热区内,装炉量、装炉方式及堆放形式均应确保加热温度均匀一致,且不致造成畸变和其他缺陷。在盐炉中加热时,不要靠电极太近,以防局部过热,距离应在30mm以上。与炉壁的距离以及浸入液面以下的深度,都应在30mm以上。分级淬火时,可适当提高淬火温度,以增加方矩管奥氏体的稳定性,防止其分解为珠光体。结构钢及碳素钢可以直接装入淬火温度或比淬火温度高20-30℃的炉中加热。高碳高合金钢应在600℃左右预热后,再升至淬火温度。要求淬硬层较深的管材,淬火温度可适当提高,要求淬硬层较浅的可选取较低的淬火温度。方矩管冷却水中不得有油、肥皂液等脏物。一般情况下,水温不超过40℃,油温不超过80℃。


因 新疆伊犁环氧树脂涂塑管产品批次不同, 新疆伊犁环氧树脂涂塑管原材料价格不同,具体详细价格请联系我们鸿顺管道科技有限公司的销售经理。




火焰切割中,常用的可燃性气体有乙炔、煤气、天然气、丙烷等,国外有些厂家还使用MAPP,即:甲烷+乙烷+丙烷。一般来说,燃烧速度快、燃烧值高的气体适用于薄板切割;燃烧值低、燃烧速度缓慢的可燃性气体更适用于厚板切割,尤其是厚度在200mm以上的钢板,如 采用天然气进行切割,将会得到理想的切割质量,只是切割速度会稍降低一些。相比较而言,乙炔比天然气要贵得多,对于以前的切割气来说,乙炔是生产切割中 的主流切割气,但随着近两年天然气的变革和开发,天然气从综合角度来说分析,比乙炔更能得到市场和 的认可,重要一点就是它节能环保。对于它切割速 度稍慢问题,现在有了市场上天然气增效剂的问世一系列的问题也随之化解。


不锈钢方管的成型方法:实弯,顾名思义是压实了弯折,实弯时内外辊与管坯内外壁双向压实。实弯的优点是反弹小,成型准确,而且只要辊型准确,内角成型的R比较准确。实弯的缺点是有拉伸/减薄效应。 ,实弯会使弯折处产生拉伸,拉伸效应使弯折线纵向的长度缩短; 第二,实弯弯折处金属会因拉伸而变薄。
不锈钢方管的成型方法:空弯,空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/侧边同步弯折和精整。空弯还可以弯折R<0.2t的内角而不致管壁发生断裂。空弯的缺点是在上边/侧边同步空弯时,由于上辊和下辊同时产生压力,成型力容易超越临界点,造成边部失稳内凹,并且也会影响到机组稳定运行和成型质量。这也是方矩管和圆管空弯成型时不同的特点。
不锈钢方管的成型方法:空弯,空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/侧边同步弯折和精整。空弯还可以弯折R<0.2t的内角而不致管壁发生断裂。空弯的缺点是在上边/侧边同步空弯时,由于上辊和下辊同时产生压力,成型力容易超越临界点,造成边部失稳内凹,并且也会影响到机组稳定运行和成型质量。这也是方矩管和圆管空弯成型时不同的特点。




